产品系列
PRODUCT SERIES
信息动态NEWS


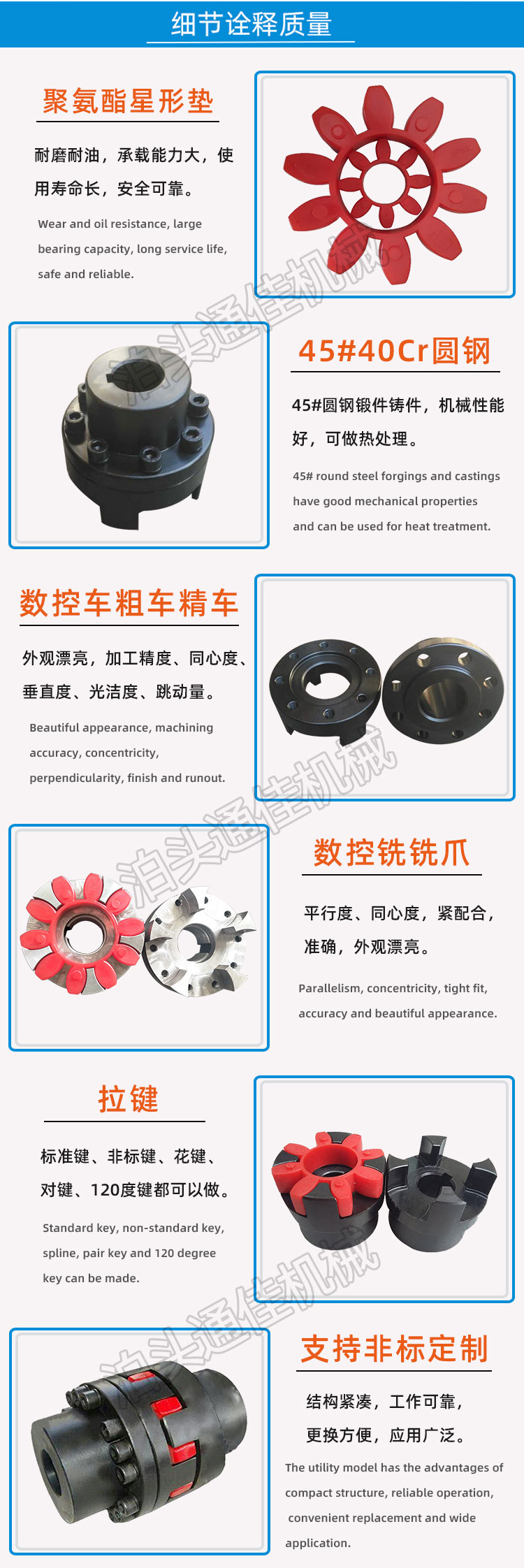
我厂加工的LXD型单法兰星形联轴器采用数控车床加工星形半联轴器,截面和里孔保护一刀活,同心度和跳动量小,使用寿命长,电机转速高时,噪音小,稳定性好,数控铣床加工孔,保护互换和同心度,结构简单,径向尺寸小,重量轻,星形联轴器是以工程塑料作弹性元件,适用于联接两同轴线的传动轴系,具有补偿两轴相对偏移、缓冲、减震、性能能,适应场合普遍,传递转矩20-35000.N.M,工作温度-35-+80摄氏度并与德国ROTEX联轴器互换。聚氨脂弹性体由凸形爪块限制,可避免由于冲击产生的内部变形及离心力产生的外部变形;凸爪大的凹面,使渐开线齿上的表面压力很小,齿上即使承受过载,齿仍不会磨损或变形。
区别
星形联轴器有时被误认为是梅花联轴器,他们安装后的外形几乎相似,但是同等型号下,星形联轴器承受的扭力大的,相对梅花联轴器,它的内孔和外形可以做到小。
星形弹性联轴器高速运转时由于受离心力的作用而产生的径向运动将加速其磨损,加设外壳。除了能防尘存油外,减薄量不足可能会造成干涉,减薄量过大会削弱齿的强度,且会侧隙很大。外齿的接触条件深受实际效果为主,避免了在角位移条件下直齿齿端棱边挤压,应力集中的弊端,同时实际效果为主了齿面摩擦、磨损状况,降低了噪声,维修周期长。星形弹性联轴器外齿套齿端呈喇叭形状,故不宜在高速和有冲击载荷情况下使用,也不宜用于立轴的联接。星型弹性联轴器整体结构设计时,要充分注意齿面与滚子之间的润滑及防尘,还有安然防护作用。因为链条万一破断,可能造成人身事故。鼓度曲线曲率半径与内齿单侧减薄量成正比,即它与齿的啮合间隙有关,使内、外齿装拆好方便。
联轴器安装工艺:
联轴器的安装工艺有冷装法和热装配。冷装法又分为直接装配法、压入装配法和液压装配法。
直接装配法:
对于联轴器与轴有相应间隙的配合可在清理干净配合表面后,涂抹润滑油脂直接安装。
压入装配法:
对于过渡配合和过盈量不是很大的配合,或者有特别要求的配合(如保护已装细致另部件)可采用压入法,但需要压入设备。
液压装配法:
这是一种比较理想的装多个地区法,但须要对零部件提前进行响应的设计和制造才能使用。
联轴器的热装配 :
联轴器的热装配工作常用于大型电机、压缩机和轧钢机等重型设备的安装中,因为这类设备中的联轴器与轴通常是采用过盈配合联接在一起的。过盈联接件的装多个地区法有:压入装配、低温冷装配和热套装配等数种。在安装现场,则主要采用热套装配法,因为这种装多个地区法比较简单,能用于大直径(D>1000mm)和过盈量较大)的机件。压入装配法多用于轻型和中型静配合,而且需要压力机等机械设备,故一般仅在制造厂采用。冷缩装配法一般用液氮等作为冷源,且需有确定的绝热容器,故也只能在有条件时才采用。